在高精密加工領域中,「深孔加工」一直是技術門檻極高的挑戰。從金屬、非鐵金屬到工程塑膠、陶瓷,孔深達到數倍於鑽徑的加工條件下,對於鑽頭的排屑性、冷卻能力與穩定性都提出更高要求。
在眾多深孔加工解決方案中,中心出水鑽頭(Through Coolant Drill)與ATOM最新推出的十字槽鑽頭(SXG系列),分別代表兩種不同設備條件下的最佳選擇。
一、 中心出水鑽頭:深孔加工的經典首選
中心出水鑽頭是目前最常見且有效率的深孔加工方式之一。其特色為:
- 搭配高壓(高 bar 數)出水設備,從刀具中心導入冷卻液,有效冷卻刀尖並帶出切屑。
- 在金屬與硬材料加工中表現穩定,特別適用於 量產自動化機台。
- 排屑順暢、壽命長、孔徑精度高。
缺點: 需具備中心出水的專用刀把與高壓冷卻系統,設備成本較高,且在部分小型機台或手動機床上較難配置。
二、 ATOM─SXG十字槽系列鑽頭:解決無中心出水機台的深孔加工難題
針對沒有中心出水設備的客戶,ATOM開發了SXG十字槽系列鑽頭,為常規加工設備提供深孔加工的解決方案。
設計特點:
- 四向反向螺旋槽設計:以反向的不同排屑通道,在鑽頭的旋轉過程中可將外部切削液帶入孔深處,產生良好潤滑效果,十字槽另一方向則可提高切屑排出效率,防止孔內堵塞。
- DLC Shine超薄膜塗層:採用高硬度、低摩擦係數的類鑽石塗層,確保刃口鋒利,並有效降低切削阻力,延長刀具壽命,特別適用於鋁、銅、壓克力等非鐵金屬材料。
適用情境:
- 機台無中心出水功能
- 無中心出水鑽頭工具
- 無法安裝高壓冷卻裝置
- 一般CNC加工中心
- 加工深度規格達30D ‧ 40D ‧ 50D
三、中心出水鑽頭 vs 十字槽鑽頭 快速比較
|
特性 |
中心出水鑽頭 |
十字槽鑽頭(SXG系列) |
|
冷卻方式 |
中心出水+高壓系統 | 外部冷卻,無需高壓系統 |
|
設備需求 |
須配合高壓冷卻裝置 | 銑床設備 |
|
排屑效果 |
穩定,適合大量加工 | 穩定 |
|
成本與維護 |
高設備投資 | 成本較低、靈活運用 |
|
加工材料 |
各類金屬材料 | 壓克力、鋁合金等非鐵材料 |
|
加工深度 |
0.5以上,標準30D(更高要訂製) | 目前有30D、40D、50D |
四、有使用ATOM SXG十字槽鑽頭,深孔加工效果差異有多大?
1、壓克力Acrhlic 深孔加工範例
RZ值(表面粗糙度):0.29

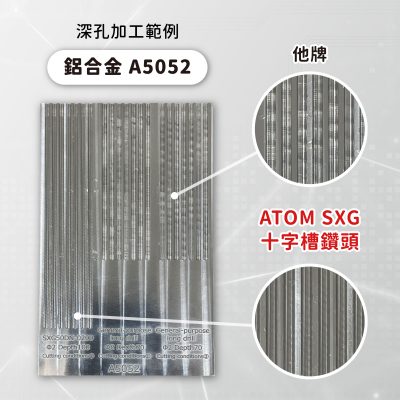
2、鋁合金A5052 深孔加工範例
RZ值(表面粗糙度):0.36
3、Tough-Pitch Copper 深孔加工範例

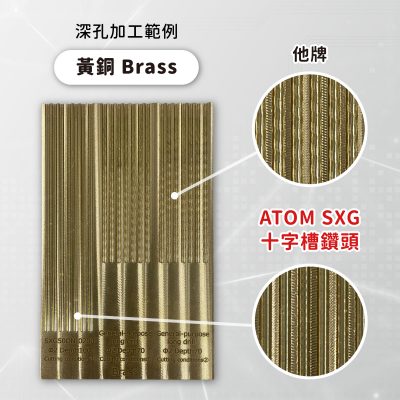
4、黃銅Brass 深孔加工範例
RZ值(表面粗糙度):0.22
五、結論:根據設備選擇對應的深孔加工解決方案
- 如果您使用的是具備中心出水功能的設備,中心出水鑽頭仍是高效深孔加工的最佳選擇。
- 若您的機台無法使用中心出水,或是需要在更靈活的環境中進行深孔加工,ATOM十字槽SXG系列鑽頭將是解決問題的關鍵工具。
想了解更多關於 SXG 十字槽鑽頭或中心出水鑽頭的選擇建議?歡迎聯絡ATOM台灣
總代理─岳崴科技,我們提供完整技術支援與產品搭配方案,協助您提升加工效率與穩定性。
馬上諮詢
如何聯繫ATOM台灣與中國地區總代理?
岳崴科技股份有限公司(台北總公司)
地址:台北市內湖區民權東路六段417-1號1樓(後棟)
電話:+886-2-2632-7601
傳真:+886-2-2632-7604
官方LINE:https://line.me/R/ti/p/%40332yetoa

東莞瑞霆五金機械有限公司(華南地區)
地址:東莞市長安鎮長青南路303號長安商業廣場4區208(地王廣場辦公室)
電話:+86-769-8115-4569
傳真:+86-769-8176-9159

上海阜霆機械科技有限公司(華東地區)
地址:江蘇省昆山市花橋鎮兆豐路18號亞太廣場5號樓1009室
電話:+86-512-5032-0213
傳真:+86-512-5032-0215
