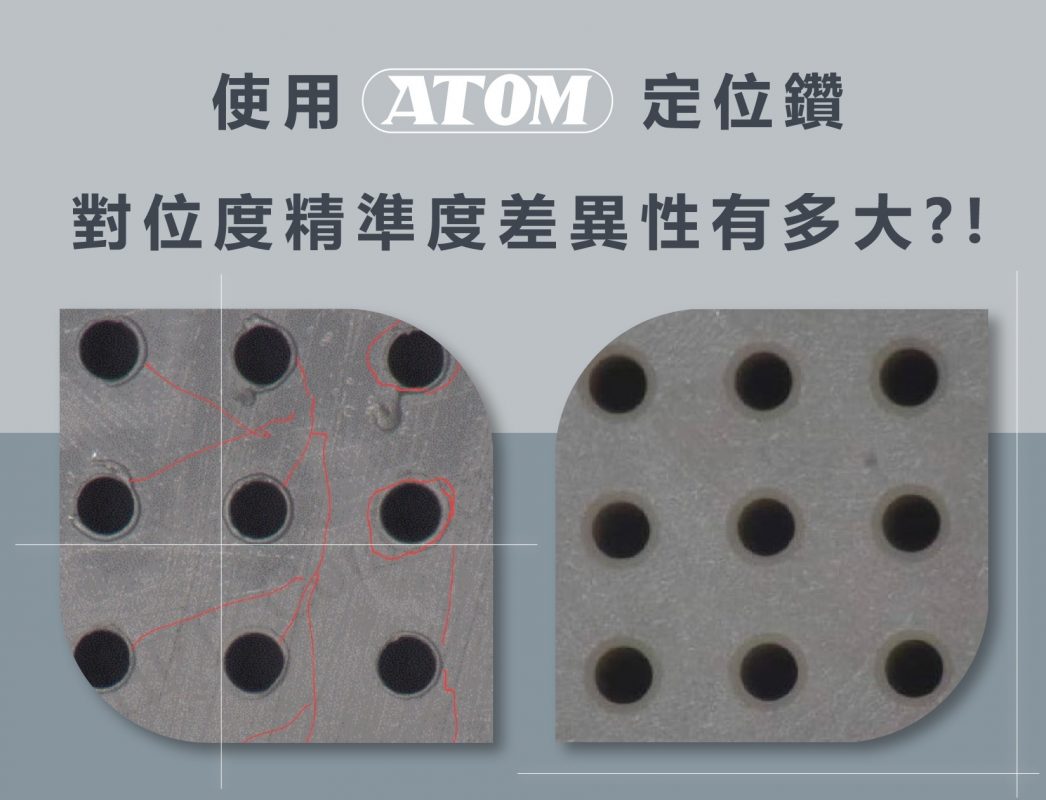
使用ATOM微型定位鑽頭,對位度精準度差異性有多大?!
在微型鑽孔加工中,對位度的精準度是確保加工品質和性能的關鍵因素。對位度指的是鑽孔位置相對於預定位置的準確性。以下是一些常見會影響對位度的錯誤,以及如何提高對位度精準度的方法及使用ATOM微型鑽頭實際加工的案例。
常見錯誤和降低對位度精準度的加工方式
- 設備精度不足:長期未校準的機床、使用低精度機床容易造成鑽孔位置偏差。定位精度可能隨時間下降,影響對位度。
- 不穩定的工件固定:使用低質量或不合適的夾具或工件夾持不正確,在加工過程中容易移動或震動,導致鑽孔位置不準確。
- 加工參數設置不當:切削速度和進給(f)速度過高或過低都會增加工具磨損和工件變形,也可能導致過熱膨脹的破孔問題,影響對位精度。
- 工件和工具選擇不當:選擇不適合工件材料的鑽頭,可能導致工具磨損加速或加工品質不穩定。
- 人員操作不當:操作員缺乏經驗或操作不當,若未及時檢查,會累積誤差,影響整體精度。
提高對位度精準度的方法
- 高精度設備和工具:選擇高精度數控機床,搭配ATOM超微型系列鑽頭確保機床的穩定性和優質鑽頭帶來的高精度品質。
- 工件固定和夾具:建議使用高精度筒夾刀桿來固定工件,確保在加工過程中工件不會移動。例如YUKIWA Hybrid G1 CHUCK,憑藉筒夾雙面拘束與綜合精度才能發揮微細孔加工的刀具優勢。

日本YUKIWA高精度超級G1刀柄和高穩定性內鎖緊螺母,可將跳動精度的偏差控制在最小範圍,將筒夾安裝到刀柄後,綜合跳動精度保證在3μm以內
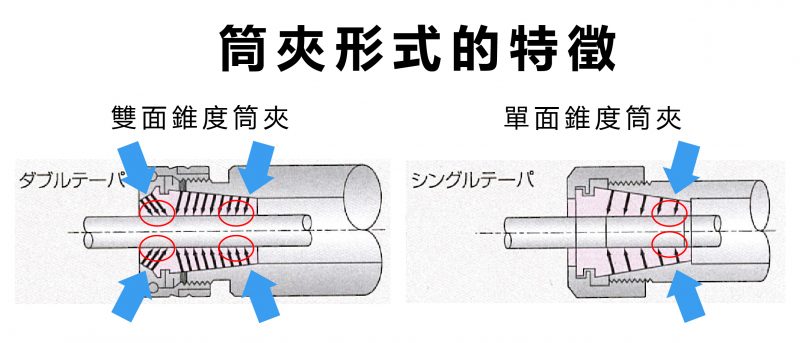
(左圖)強力的夾緊力直達筒夾口頸處
(右圖)筒夾口頸處無夾緊力
※分享夾具小知識:夾具刀桿在主流市場大家雖然公認燒結刀桿偏擺與精度的表現最佳,但是燒結刀桿需要搭配燒結機使用,若無專門人員保養燒結設備與刀桿,反而適得其反而不自知,這是很重要的問題卻很少人注重。
- 定期校準和調試:在加工前調試和試切削,確保設備和加工參數的準確性。
- 軟體和數控編程:優化鑽孔路徑和參數設定,減少誤差。
- 操作員技能:操作員應具備專業技能和豐富的經驗,能夠正確操作設備和進行精密調試,並定期檢查加工品質,及時發現和糾正偏差。
實測ATOM微型鑽頭加工防靜電PEEK EKH-SS11製作Socket微細孔
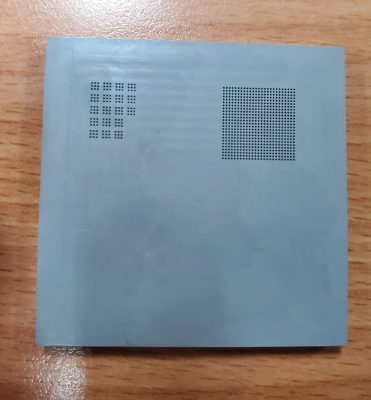
實際加工案例
‧加工材質:EKH-SS11
‧孔徑:0.3mm
‧深度:3~5mm
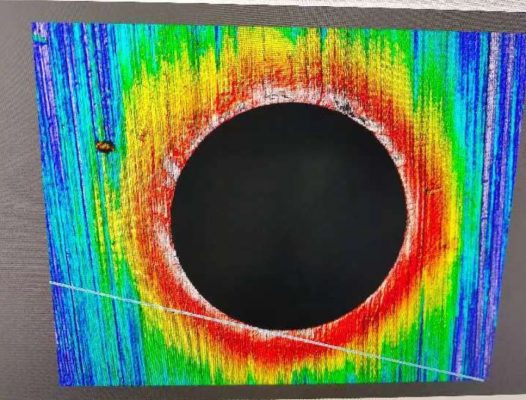
1.微型鑽孔優化前:
可以從顯微式熱像儀下,看到這次加工的工件出、入口皆有破孔。紅色區域因加工參數設定不當以及未使用ATOM定點引導鑽而引起出入口破孔以及過熱導致出口材料膨脹問題。
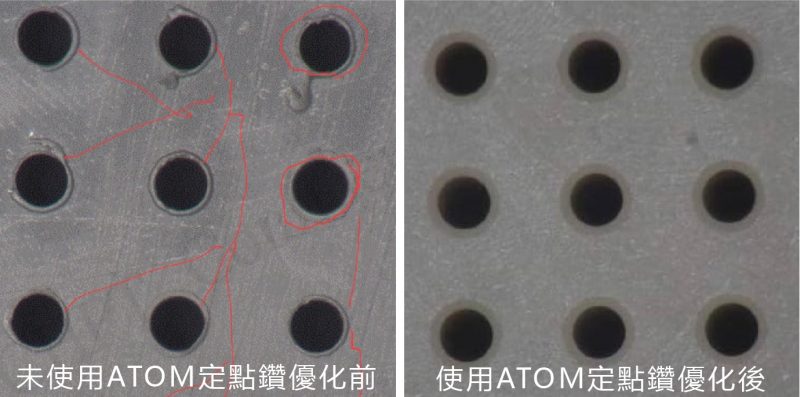
2.微型鑽孔優化前後比較:
未使用定點引導鑽以及進給(f)過低,導致(左圖)有明顯的破孔與崩裂
(右圖)為優化後,圖片放大後出、入口明顯為完整的圓。
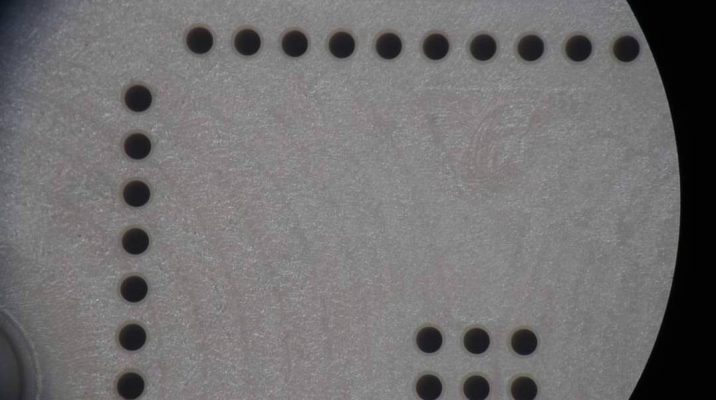
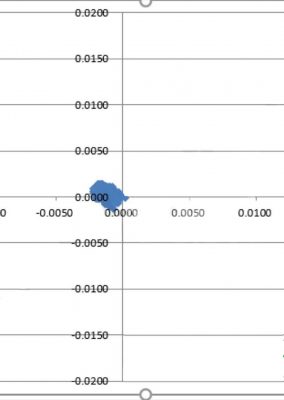
對位度的實測數據
下圖為EKH-SS11的工件加工數據,誤差值皆在5μm以內。
使用ATOM鑽頭提高對位度的5大優勢
1.精度和準確性
2.零件性能和品質
3.減少次品率
4.組裝精度
5.可靠性和壽命
結論
在微型鑽孔加工中,對位度是保證產品質量和性能的關鍵因素之一。例如航太、精密儀器、電子元件、醫療器械等高精度需求的產品,如果鑽孔位置不準確,將會影響零件之間的配合和組裝。
看完上面案例說明,現在我們知道想要做出更精準的孔位置與提升細孔加工效率必須使用定點鑽,如何正確的選擇與使用請與ATOM台灣唯一總代理岳崴科技聯繫(02)2632-7601,岳崴科技擁有20多年微細孔加工經驗,致力於為客戶提供各種微型鑽孔解決方案。
如何聯繫台灣與中國地區總代理?
岳崴科技股份有限公司(台北總公司)
- 地址:台北市內湖區民權東路六段417-1號(後棟)
- 電話:+886-2-2632-7601
- 傳真:+886-2-2632-7604

東莞瑞霆五金機械有限公司(華南地區)
- 地址:東莞市長安鎮長青南路303號長安商業廣場4區208(地王廣場辦公室)
- 電話:+86-769-8115-4569
- 傳真:+86-769-8176-9159

上海阜霆機械科技有限公司(華東地區)
- 地址:江蘇省崑山市花橋鎮兆豐路18號亞太廣場5號樓1009室
- 電話:+86-512-5032-0213
- 傳真:+86-512-5032-0215
